
本产品不对个人出售,只面向企业进行销售。
一、“锐锋”增效天然气介绍
“锐锋”增效天然气切割气是我公司通过大量的基础研究,在对天然气增效处理基础上研制的火焰切割气,增效天然气的应用能有效解决长期以来使用丙烷、乙炔作为火焰切割所带来的安全隐患大、环保不达标、使用成本高等问题。
天然气经过净化后,形成PNG(管道天然气)LNG(液化天然气)和CNG(压缩天然气),如果使用天然气更好的切割,必须提高温度才能切割不同材质、不同厚度的钢板。我公司与国内多家高校合作经过大量反复实验研制出来的一种节能环保的工业切割气“锐锋”增效天然气。这种切割气是应用增效技术,通过我公司专利设备(天然气加剂机,专利号ZL 2020 2 1815321.4)向普通天然气里添加一定比例的“锐锋”天然气增效剂,增效剂进入气体后均匀扩散,在燃烧过程中发生裂变,对燃气有优化重组作用,改善燃气的燃烧性能,提高燃烧效率,提高火焰温度到3360℃左右,用于钢板,钢坯,冒口等不同工艺的切割,校正,焊接等。
“锐锋”增效天然气切割表面光滑,光洁度高,安全性能优于丙烷气和乙炔气,使用时不回火、不鸣爆、无黑烟、无有害气体。企业更换天然气切割气不需要更换割炬割咀等设备,为企业节省了资金,提高了效率,是安全可靠的环保型工业切割气。
二、“锐锋”增效天然气的优势
1、提高安全系数
“锐锋”增效天然气切割气与空气的比重为0.7:1,丙烷气与空气的比重为1.3:1,如有泄漏,天然气飘向天空不会在地面堆积,不易造成安全隐患,而且天然气的爆炸极限与丙烷气对比安全系数高。
2、保证切割质量
“锐锋”增效天然气切割气预热时间短,矫形速度快,切割表面光滑,不用清渣割缝小,而且压力稳定,气流平稳,保证了切割金属的质量。
3、增加节能效果
“锐锋”增效天然气切割气与丙烷气的切割功效比为1:1.2-1.5。即1m³锐锋增效天然气切割气在同等切割条件下功效可以抵1.2-1.5公斤丙烷气,用户可降低30%左右的燃气成本。
“锐锋”增效天然气切割气与乙炔气的切割功效比为1:1。即1.2m³锐锋增效天然气切割气在同等切割条件下功效抵1公斤乙炔气,用户可节能成本60%以上。
4、减少污染排放
丙烷气燃烧每公斤排放二氧化碳3.1公斤,天然气燃烧每公斤排放二氧化碳2.3公斤。锐锋天然气切割气比丙烷气减少二氧化碳排放25%左右。
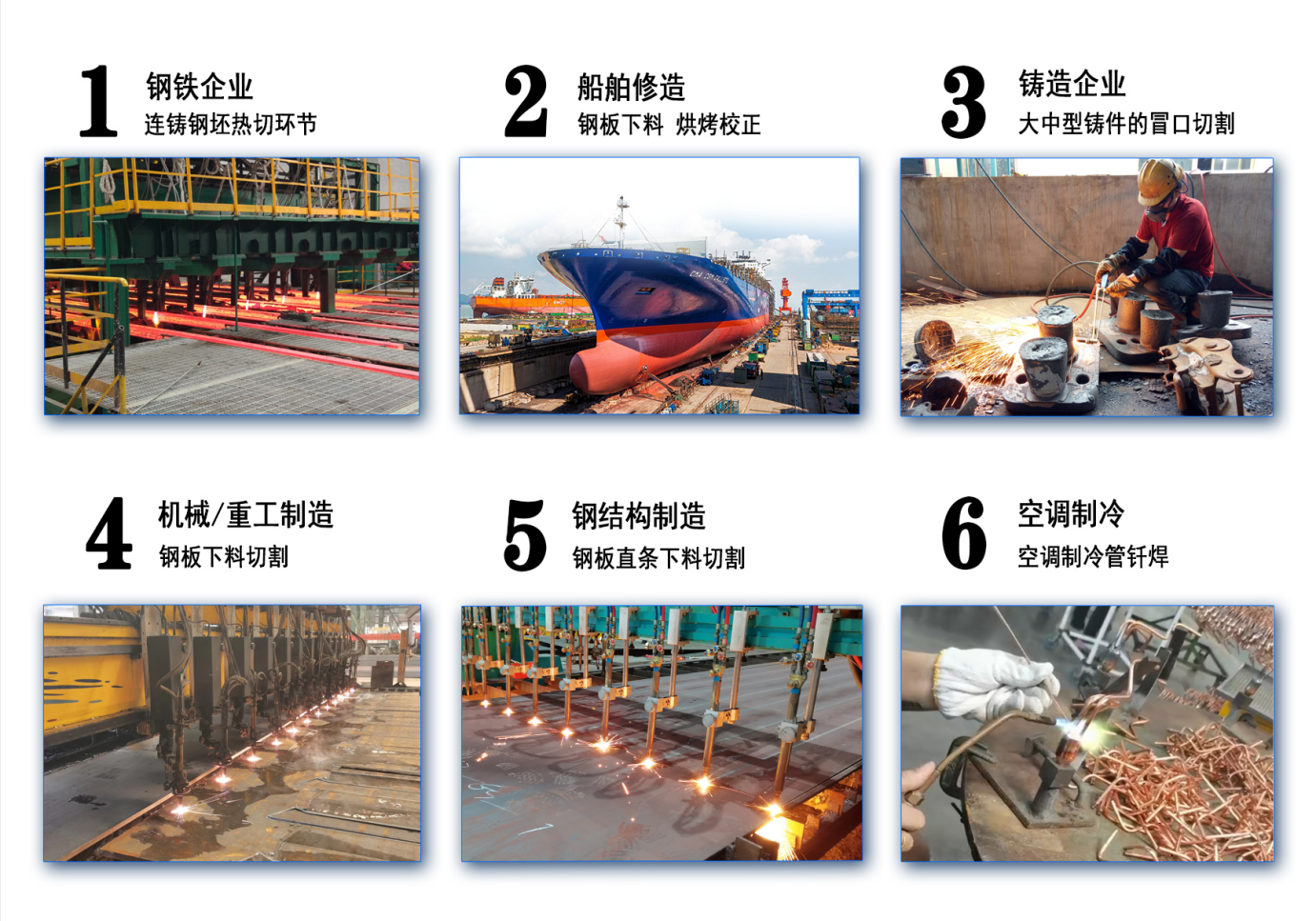
三、增效天然气火焰切割应用领域
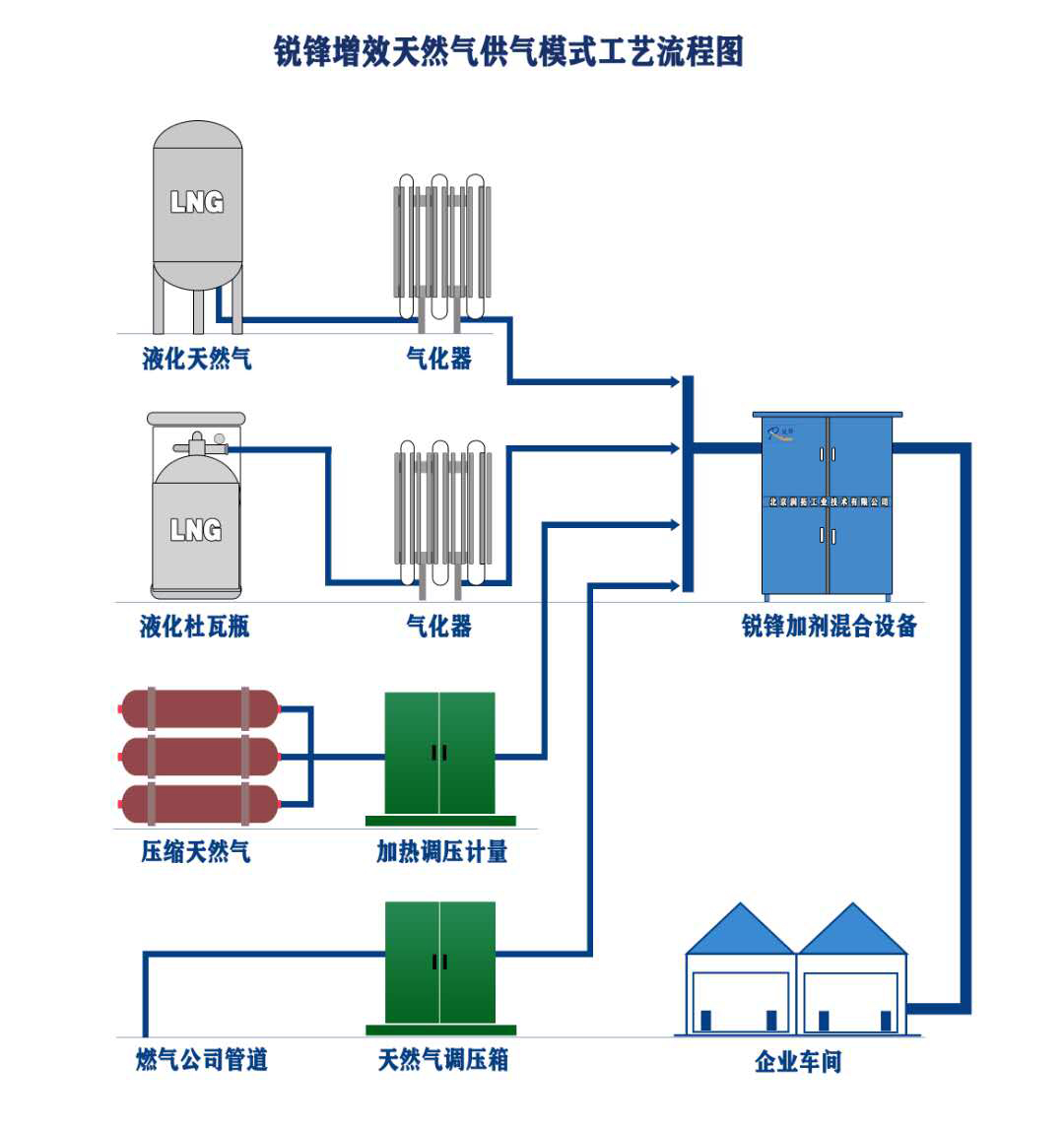
四、供气系统工艺流程
“锐锋”增效天然气供应形式主要有管道天然气(PNG)、压缩天然气(CNG)和液化天然气(LNG)三种,与此相适应,“锐锋”增效天然气可通过建立气源系统、调压系统、混合加剂系统等为使用方提供稳定的火焰切割气,供气系统工艺流程见下图所示。